What Makes These Conveyors Different
Carbon steel rusts. Coated rollers break down. Generic conveyors become contamination risks that show up in audits at the worst possible time.
Stainless steel conveyors remove those problems. The material does not degrade under cleaning agents, does not absorb moisture, and does not become a hygiene liability over time. Every conveyor we build is fabricated in-house, engineered to your requirements, and built to perform where standard systems fall short.
Three Conveyor Types, One Standard of Build
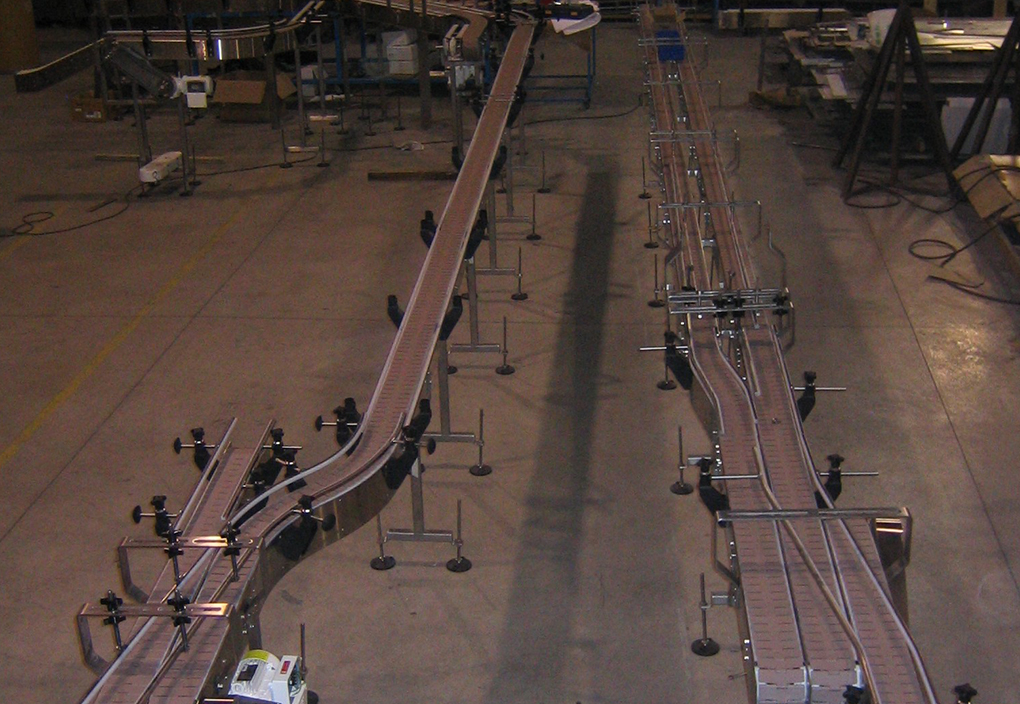
Belt Conveyors The workhorse of most production lines. Consistent speed, clean integration with upstream and downstream equipment, and sanitary construction throughout.
Screw Conveyors Built for bulk powder, granules, and semi-solids moving through a controlled, enclosed path. Common in pharmaceutical and nutraceutical operations where containment between product runs is mandatory.
Roller Conveyors Heavier loads, packaged goods, staged accumulation. Minimal product contact points, straightforward cleaning access, and the structural strength to handle drums and containers day after day.
Industries That Run on These Systems
Pharmaceutical and Nutraceutical GMP-compliant contact surfaces, smooth welds, documented finishes. Built to meet audit requirements, not just production ones.
Food and Beverage Daily washdowns, aggressive sanitation cycles, food-safe contact surfaces. The construction holds up because it was designed to.
Cosmetics Same cleanability requirements as pharma. Same material standards. No compromise on surface quality or product integrity.
Chemical Processing When the environment is corrosive, SS 316 is the answer. Added molybdenum content, enhanced resistance, and long-term structural integrity under conditions that degrade lesser materials.
Why Stainless Steel Earns Its Place
Low maintenance. Non-porous surfaces that clean thoroughly every time. Structural strength that carries varying loads without fatigue. And at the end of life, fully recyclable – a real consideration for operations with sustainability targets.
Built Around Your Operation, Not the Other Way Around
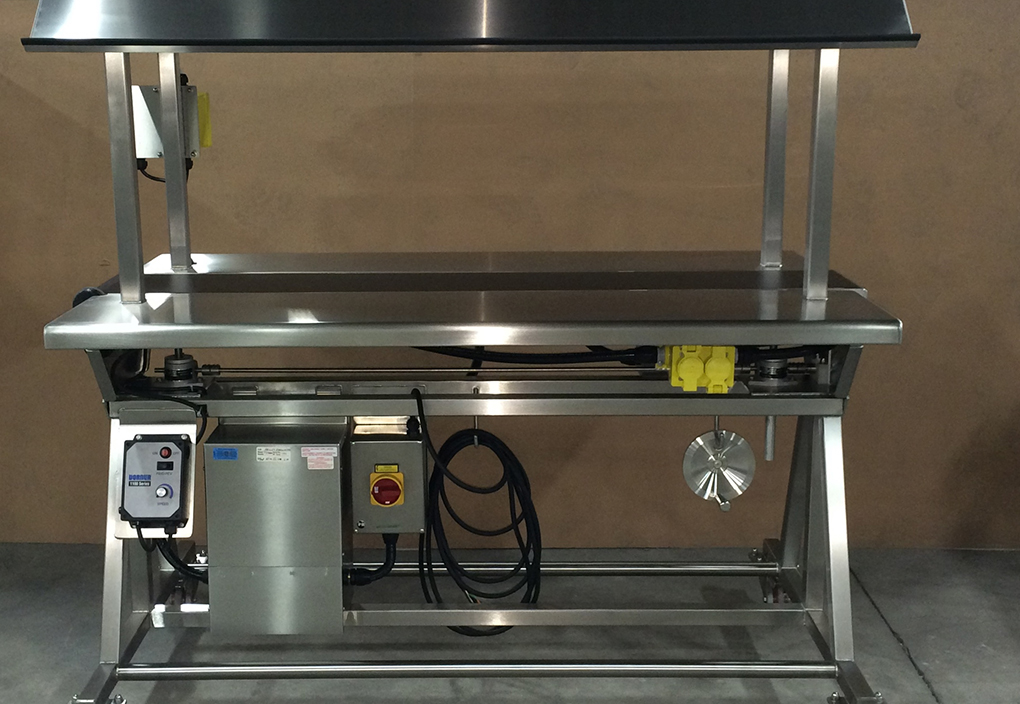
No standard models. No shelf stock. Every conveyor starts with your facility layout, your product, your throughput, and your compliance requirements. Belt width, working height, drive configuration, material grade — all of it is determined by what you actually need.
Construction That Holds Up
Washdowns are daily. Cleaning chemicals are aggressive. Load cycles add up over years. We build for all of it.
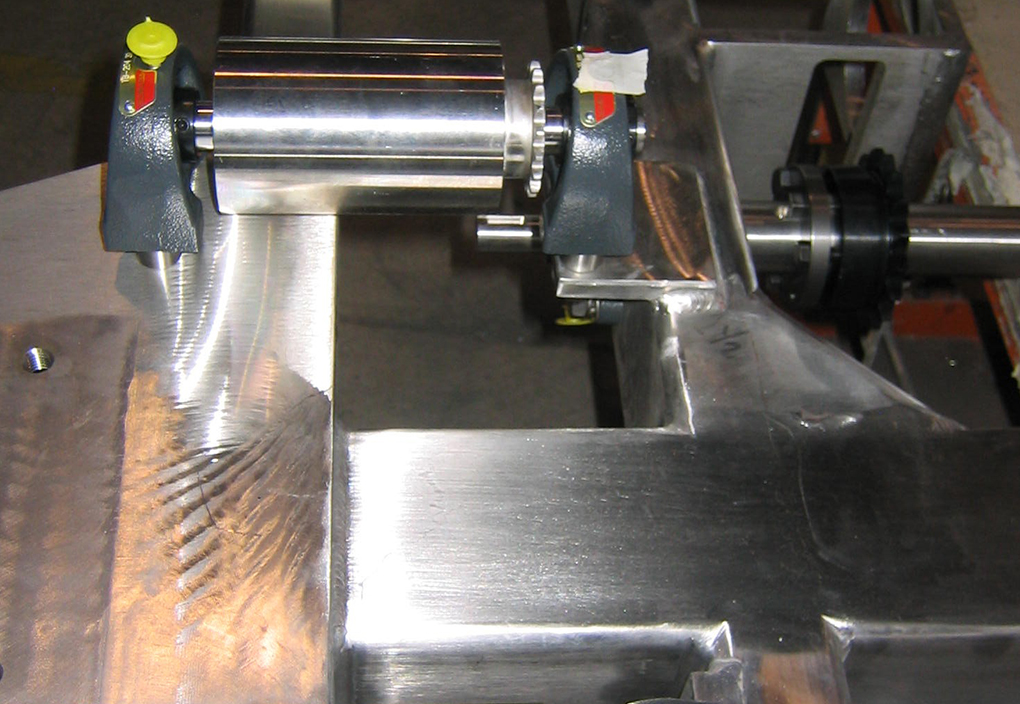
Continuous smooth welds with no crevices. Heavy-gauge stainless frames that carry consistent loads without fatigue. Sanitary surface finishes on every product contact area. Open undercarriage designs that make cleaning straightforward, not a production event.
All In-House, From Drawing to Delivery
Design, engineering, and fabrication all happen at our Concord, Ontario facility. One team, one project, no subcontractors. Quality checks at every build stage. Surface finish and weld quality are consistent across the entire system. When you have a question, you are speaking with the people who built it.
A Partner Who Understands Regulated Industry
Lead times, compliance documentation, post-delivery support — these things matter as much as the equipment itself. Ability Fabricators has been supplying stainless steel systems to pharmaceutical, food, nutraceutical, chemical, and cosmetics operations across North America for years. We know what regulated facilities need, and we know how to deliver it without surprises.